Un void es una cavidad de gas dentro de una unión de soldadura. Lo verás sobre todo en soldaduras con mucho volumen de estaño o con uniones ocultas, como BGAs y pads térmicos de QFN. También aparece en pads grandes, zonas con vías dentro del pad o procesos con perfil térmico y stencil poco afinados.
El problema no es que exista voiding. El problema aparece cuando el void reduce el área de unión efectiva, empeora la disipación térmica o concentra tensiones mecánicas en un punto sensible. Eso sí puede acortar vida útil, sobre todo con ciclos térmicos y vibración.
Cómo se detecta y cómo se mide en la práctica
En producción, lo habitual es medir voiding con inspección por Rayos X en 2D. El sistema calcula el área proyectada de las cavidades y la compara con el área proyectada total de la junta, por ejemplo la bola de un BGA. IPC-7095 describe esta forma de medir, con el criterio de sumar áreas de varios voids dentro de una misma bola y mantener metodología constante para que el porcentaje tenga sentido.
La medición en 2D siempre es una proyección. Eso significa que un porcentaje alto en 2D no equivale de forma directa al mismo porcentaje en volumen real. Si el caso es crítico, una tomografía 3D da una lectura volumétrica más realista, pero no siempre compensa en coste y tiempo.
Qué dice IPC sobre cuándo un void deja de ser aceptable
Aquí hay que separar dos casos porque no se comportan igual.
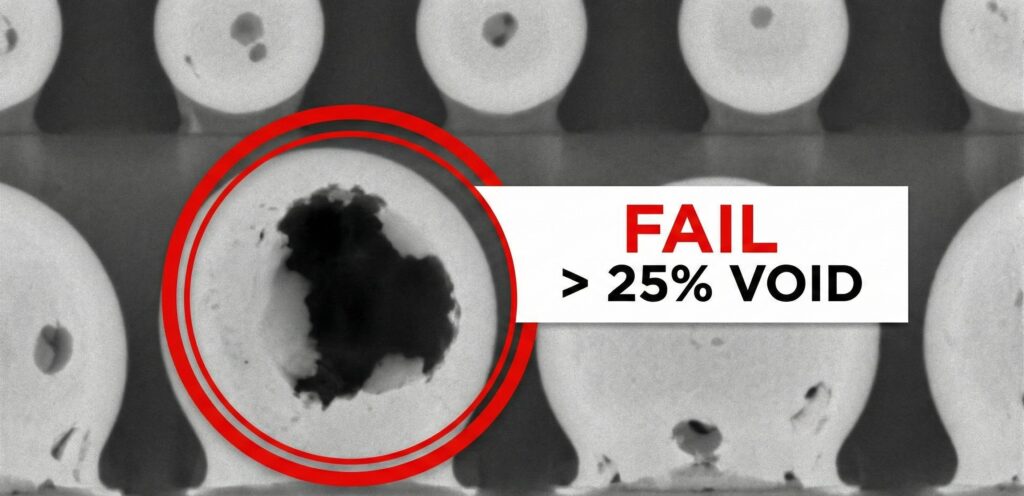
En BGAs, existe un criterio muy extendido en industria que marca defecto cuando la suma del área proyectada de voids dentro de una bola supera el 25 por ciento. Distintas publicaciones técnicas y guías de inspección citan ese umbral asociado a criterios de IPC-A-610 en revisiones como la E, y también aparece referenciado como base de evaluación en estudios de fiabilidad.
En paralelo, IPC-7095 trata el voiding de BGA con más detalle y plantea límites y enfoques más ajustados por aplicación. Un ejemplo que suele citarse en documentación técnica es que, para escenarios de alta fiabilidad, se manejan límites más estrictos que el 25 por ciento, llegando a cifras en torno al 9 por ciento en referencias de clase 3 basadas en IPC-7095. Esto no convierte al 9 por ciento en una cifra universal, pero sí deja claro que el umbral depende del nivel de exigencia y de lo que se acuerde para el producto.
En pads térmicos de QFN, la cosa cambia. Muchas normas de aceptación no fijan un criterio único para zonas no visibles de un plano térmico y dejan el criterio final a un acuerdo entre fabricante y cliente. Ese enfoque aparece de forma explícita en documentación técnica vinculada a estándares de soldadura en contextos exigentes.
Por eso, en QFN lo razonable es hablar de criterios prácticos, no de una cifra mágica. En industria se repite mucho como buena práctica mantenerse por debajo del 50 por ciento del área humectable bajo el pad central, siempre con cuidado de no confundir vías o geometrías internas con voids al medir.
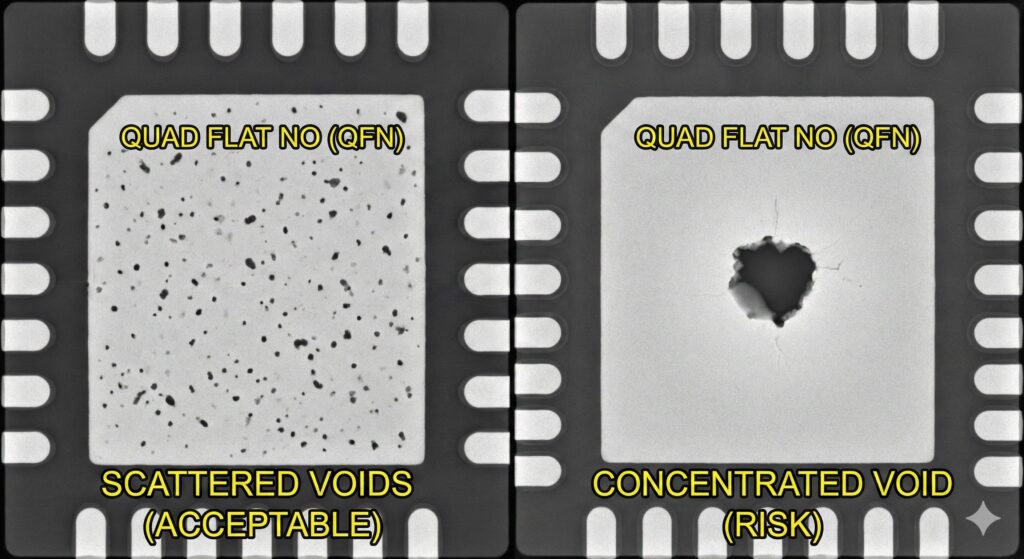
Además, varios fabricantes avisan de que el porcentaje total no siempre es lo más importante y que conviene evitar voids grandes concentrados porque pueden afectar al camino térmico.
Cómo interpretamos un informe de Rayos X para decidir si importa
Cuando evaluamos voiding con un cliente, no nos quedamos solo con el porcentaje. Miramos tres cosas.
Primero, el tipo de unión. En BGA, la integridad mecánica de cada bola importa y una bola con voiding alto o mal distribuido te puede dar fallos intermitentes con ciclos térmicos. Hay estudios que muestran que el voiding influye en la fiabilidad, aunque el impacto depende del rango y del escenario de uso.
Segundo, la distribución. En un pad térmico de QFN, un voiding repartido suele comportarse mejor que un vacío grande en una zona concreta, porque ese vacío te rompe el camino de disipación y puede crear un punto caliente.
Tercero, la función del componente. Si ese QFN es solo lógica de bajo consumo, tolera más. Si es un regulador, un driver de potencia o un chip con alta disipación, el margen se estrecha y compensa fijar criterios más duros.
Criterio que solemos proponer al arrancar un proyecto
Cuando el cliente pide criterio basado en IPC y quiere una regla clara, solemos plantear esto.
Para BGA, usamos como punto de partida el enfoque de IPC-A-610 que se cita habitualmente en 25 por ciento por bola en proyección 2D, y lo endurecemos si el producto entra en alta fiabilidad o clase 3, o si el entorno tiene ciclos térmicos intensos.
Para pad térmico QFN, proponemos fijar el criterio por escrito en la RFQ, porque el estándar no te lo cierra con una cifra universal. Muchas guías de proceso hablan de mantenerlo por debajo del 50 por ciento como buena práctica, y luego se ajusta según disipación, tamaño de pad y riesgo del producto.
Si quieres un texto listo para copiar en una RFQ, puedes usar este formato y adaptarlo a tu caso:
Criterio de voiding en Rayos X. Medición en 2D por área proyectada. BGA: límite máximo de voiding por bola según clase de producto acordada. QFN pad térmico: límite máximo de voiding total y límite de void máximo individual según criticidad térmica acordada. En caso de exceder, aplicar contención, análisis de causa y acción correctiva de proceso.
Cómo reducir voiding sin tocar el diseño del circuito
Cuando buscamos bajar voiding, casi siempre atacamos proceso y stencil antes de tocar el esquemático.
En QFN, la segmentación del depósito de pasta en el pad térmico suele ayudar mucho, igual que ciertas estrategias de ventilación en máscara y ajustes de perfil de refusión para facilitar salida de volátiles. Hay trabajos técnicos centrados en diseño de pad térmico y proceso para controlar voiding en QFN.
También revisamos almacenamiento y vida de la pasta, acabado superficial, y casos de vía en pad, porque una vía sin buen tratamiento puede comportarse como vía de escape o como trampa de gases según el diseño.
| Situación de soldadura | Riesgo real si hay voiding | Qué suele ser aceptable en industria | Qué control tiene más sentido | Qué pedir al proveedor |
|---|---|---|---|---|
| BGA en señales críticas o alta fiabilidad | Alto, porque la unión es oculta y sensible a ciclos térmicos | Umbrales estrictos por bola y por componente, definidos por clase de producto | Rayos X en muestreo o 100 por ciento según criticidad | Informe de Rayos X con medición por bola y criterios definidos por escrito |
| BGA en producto general con uso estable | Medio, depende de perfil térmico y entorno | Criterio típico por bola con límites moderados y control estadístico | Rayos X por muestreo y control de proceso | Plan de muestreo, trazabilidad de lote y registro de incidencias |
| QFN con pad térmico de potencia | Alto, por disipación y fatiga térmica | Se define por acuerdo y por requisitos térmicos, más que por una cifra universal | Rayos X enfocado a esa zona y validación térmica si aplica | Criterio separado para pad térmico y límite para void máximo individual |
| QFN con pad térmico no crítico | Bajo a medio, suele ser más un indicador de proceso | Se tolera más, si el perímetro humecta bien y no hay defectos asociados | Rayos X puntual en primera serie o cambios de proceso | Evidencia de primera unidad aprobada y control de perfil térmico |
| Uniones visibles tipo QFP, SOP, pasivos | Bajo, normalmente no es el fallo principal | Se evalúa más por calidad de humectación y geometría, no por voiding | AOI e inspección visual, Rayos X solo si hay dudas | Criterio de aceptación IPC para soldadura visible y fotos de muestra |
| Pad grande con vía en pad o zonas de cobre masivo | Medio a alto, depende de si compromete térmica o planitud | Se controla más por diseño de stencil y proceso | Rayos X en la zona, ajuste de stencil y perfil | Recomendación de stencil para low voiding y control de pasta |
Preguntas frecuentes
– Cómo distingo en Rayos X un void de una vía o un hueco del diseño
Una vía en pad y ciertas geometrías internas aparecen como zonas oscuras parecidas a un void. La forma de evitar falsos diagnósticos es cruzar el Rayos X con el Gerber de cobre y taladro, y usar una plantilla de medición que excluya esas áreas. En series, pedimos que el informe indique claramente si se ha aplicado exclusión de vías y qué método se usa para calcular porcentaje.
– Qué tamaño de muestra tiene sentido en Rayos X para una serie
No existe un número único. Nosotros lo decidimos por riesgo: encapsulados ocultos críticos, densidad, histórico y estabilidad del proceso. Un enfoque típico es hacer Rayos X a primera unidad aprobada, luego un muestreo por lote y aumentar frecuencia si cambian pasta, perfil, proveedor de PCB o componente. Si el producto es crítico, se puede pasar a 100 por ciento en zonas concretas sin inspeccionar toda la placa.
– Si aparece voiding alto, se puede arreglar con retrabajo
Depende del encapsulado. En BGA, retrabajar una bola con voiding no es trivial y suele implicar retrabajo del componente completo, con riesgo de estrés térmico adicional. En QFN, si el pad térmico muestra voiding excesivo, un retrabajo puede mejorar o empeorar según stencil, flujo térmico y planitud. Por eso, lo más rentable suele ser corregir proceso y repetir montaje en lugar de entrar en retrabajos repetidos sin causa raíz clara.
– Qué debo incluir en mi RFQ para que el criterio quede cerrado y no haya discusiones
Incluye cuatro cosas: clase de aceptación deseada, qué encapsulados se evalúan por Rayos X, método de medida y umbral por componente crítico. Además, define qué pasa si se supera el umbral: contención, informe, retrabajo o scrap. Cuando esto queda escrito, el control se vuelve objetivo y se acortan los ciclos de validación.
– El voiding afecta al rendimiento eléctrico en alta frecuencia
En la mayoría de casos, el impacto directo en HF no es el problema principal. Lo que más preocupa es fiabilidad mecánica y térmica. Aun así, en uniones donde la resistencia de contacto y estabilidad mecánica importan, un voiding elevado puede correlacionar con variabilidad o fallos con ciclos térmicos. Si el diseño es RF exigente, conviene priorizar consistencia de proceso y pruebas funcionales, más que perseguir cero voids.
– Hay relación entre voiding y defectos como head in pillow
Son fenómenos distintos. Head in pillow suele relacionarse con humectación incompleta en BGA por coplanaridad, oxidación, perfil térmico o pasta, mientras que voiding está más ligado a gases atrapados. Lo que sí pasa en planta es que un proceso mal ajustado puede aumentar varias familias de defectos a la vez. Cuando vemos ambos síntomas, atacamos primero perfil térmico, condición de la pasta y planitud del ensamblaje.
– Qué entrega del informe de Rayos X da más confianza a un cliente final
No basta con una imagen bonita. Lo que realmente aporta autoridad es un informe que incluya: identificación de placa y lote, zonas inspeccionadas, método de medición, umbrales aplicados, capturas representativas y registro de incidencias con decisión tomada. Si además se conserva trazabilidad de componentes y perfil de refusión del lote, el paquete documental queda sólido para auditoría y para clientes industriales.
– Si cambio de pasta de soldadura, debo revalidar voiding
Sí, casi siempre. Cambiar pasta cambia flux, volátiles y comportamiento de coalescencia. En TCC Electronic tratamos cambios de pasta, stencil o perfil como disparadores de revalidación, aunque sea con un lote pequeño, porque el voiding y la repetibilidad pueden variar de forma notable.
Un void no es un fallo por defecto. En BGA, IPC da un marco bastante claro y el umbral más citado en industria gira alrededor del 25 por ciento por bola en proyección 2D, con criterios más estrictos en alta fiabilidad según guías como IPC-7095.
En QFN, lo responsable es definir el criterio por aplicación y por disipación, porque el estándar no te da una cifra única y muchas organizaciones lo cierran por acuerdo técnico.
Si estás evaluando voiding en BGAs o en pads térmicos QFN y necesitas un criterio claro, en TCC Electronic te ayudamos a definirlo por escrito según el tipo de producto y el nivel de exigencia, y lo respaldamos con inspección por Rayos X e informes trazables para prototipos y series. Así evitas discusiones de aceptación, reduces retrabajos y aseguras que el control de calidad se apoya en datos medibles desde el primer lote.